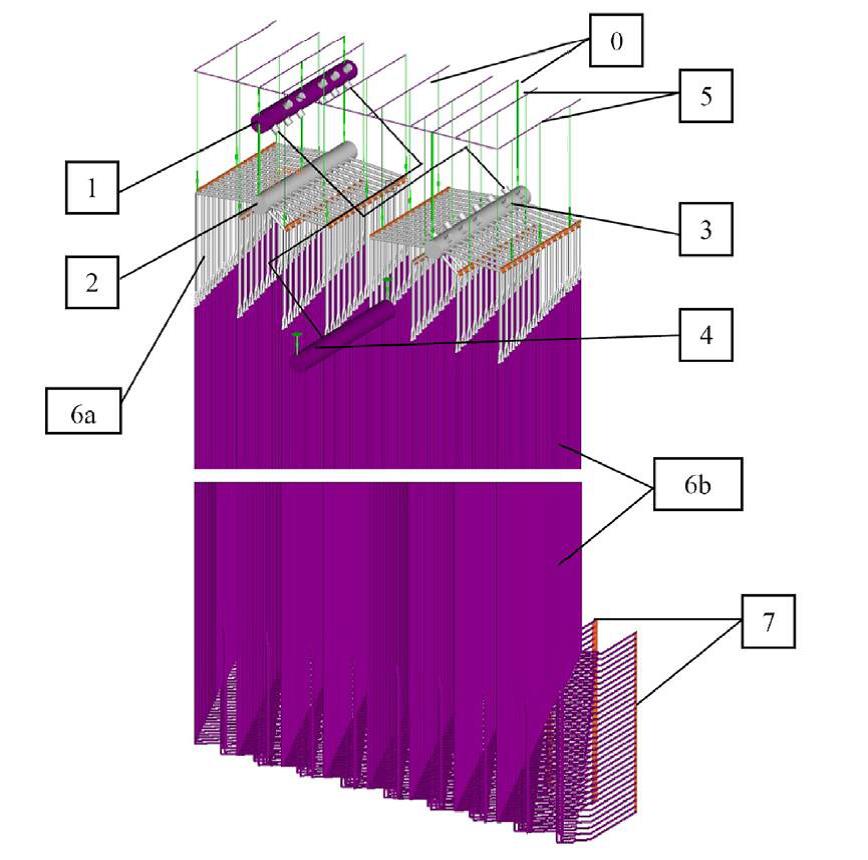
上の図は、サスペンションロッドを壊した後に損傷した蒸気過熱器の一部です。
ボイラーの動作と起こり得る故障に関連する安全性、耐久性、信頼性、および修理コストは、設計者とボイラーユーザーに、サスペンションロッドの力を決定、調整、監視するための包括的なアプローチを与える傾向があります。
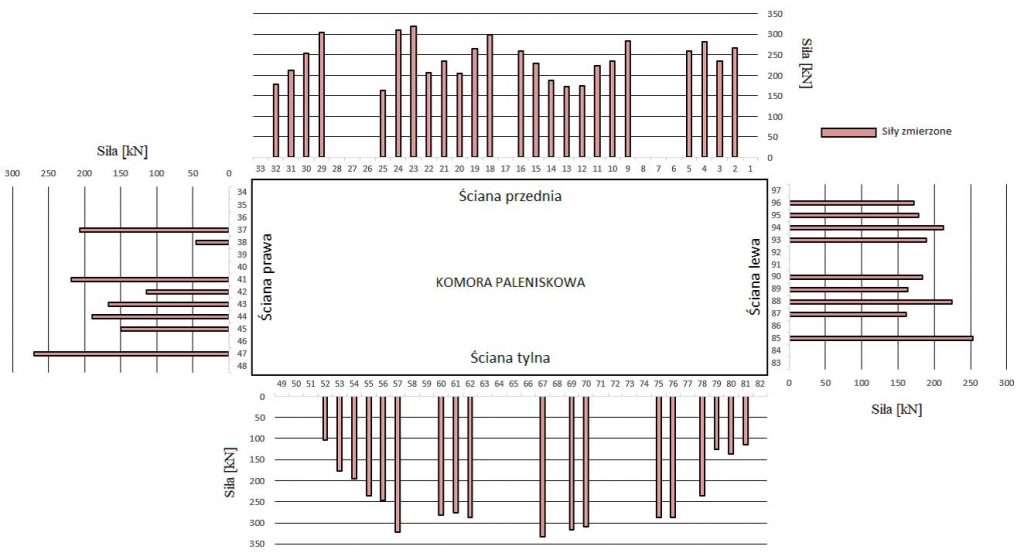
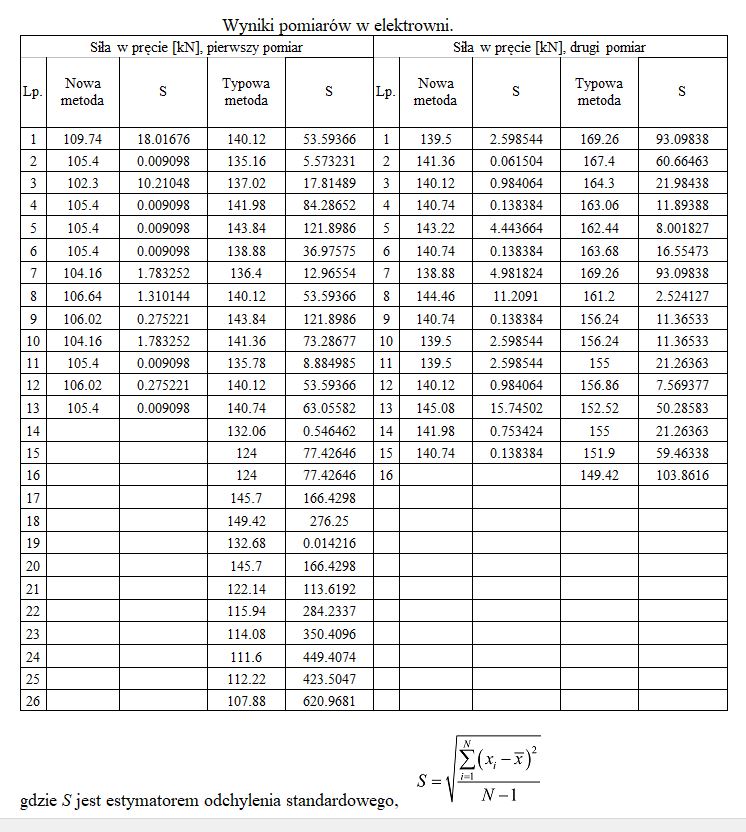
吊りかんの吊り棒の力を決定するための新しい革新的な方法
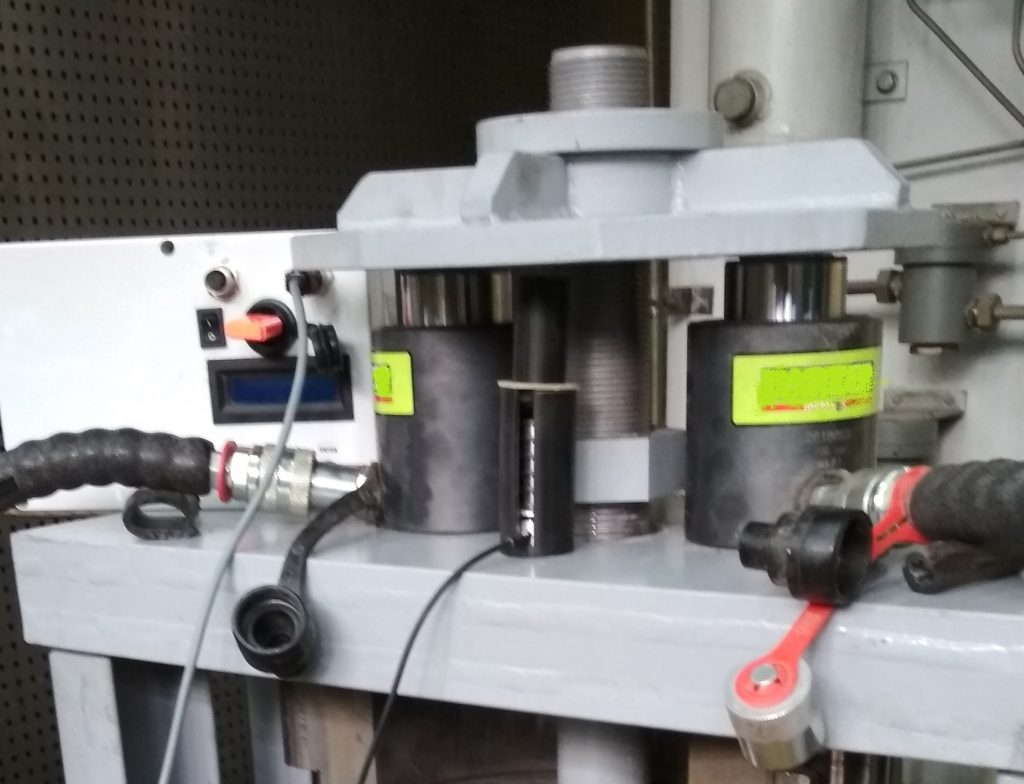
現在市販されている方法でロッド力を測定する際の不正確さの主な理由は、ナットを緩める瞬間を捉えることが難しいことです(下の写真)。少しでもナットを持ち上げると、バーの強度が急激に増加します。従来の方法による測定の誤差は、ボイラーの困難な環境条件、つまり、ほこり、温度の変化、バーへのアクセスの困難さのために、さらに増加します。測定の精度は、測定を行う人の経験にも依存します。
EDAは、ボイラーの構造をサポートする棒の力を測定するために、コンパクトでモバイルなデバイスを使用する革新的な方法を使用して測定を提供します。ポータブル測定装置。
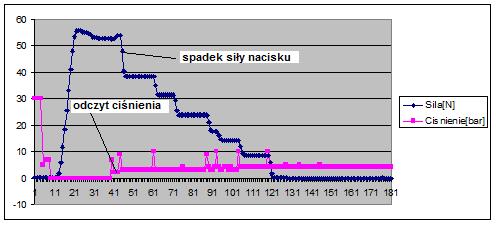
測定精度を向上させるために、下の写真に示すように、表面(1)と(2)の間に設置された組み込みの圧力制御モジュール(3)が使用されます。このデバイスを使用すると、ナットが緩んだ瞬間を自動的に判断できます