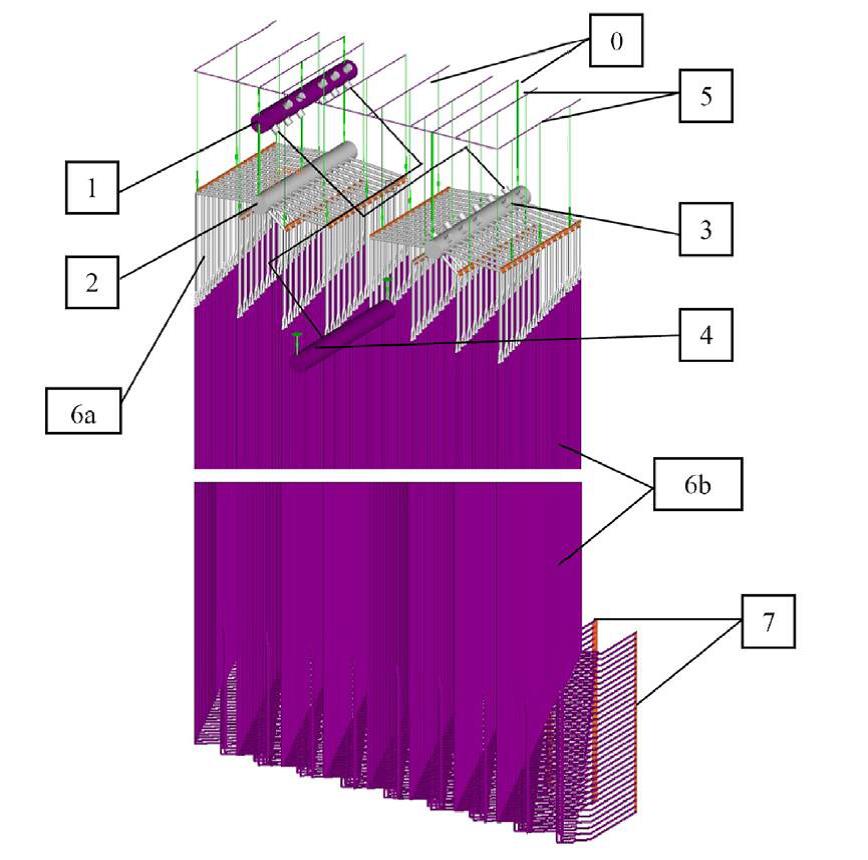
Oben ein Fragment eines beschädigten Dampfüberhitzers nach dem Brechen der Aufhängungsstangen
Aspekte der Sicherheit, Haltbarkeit, Zuverlässigkeit und Reparaturkosten, die mit dem Betrieb von Kesseln und möglichen Ausfällen verbunden sind, neigen Konstrukteure und Kesselnutzer zu einem umfassenden Ansatz zum Thema Regulierung, Überwachung und Methoden zur Bestimmung von Kräften in Aufhängungsstangen.
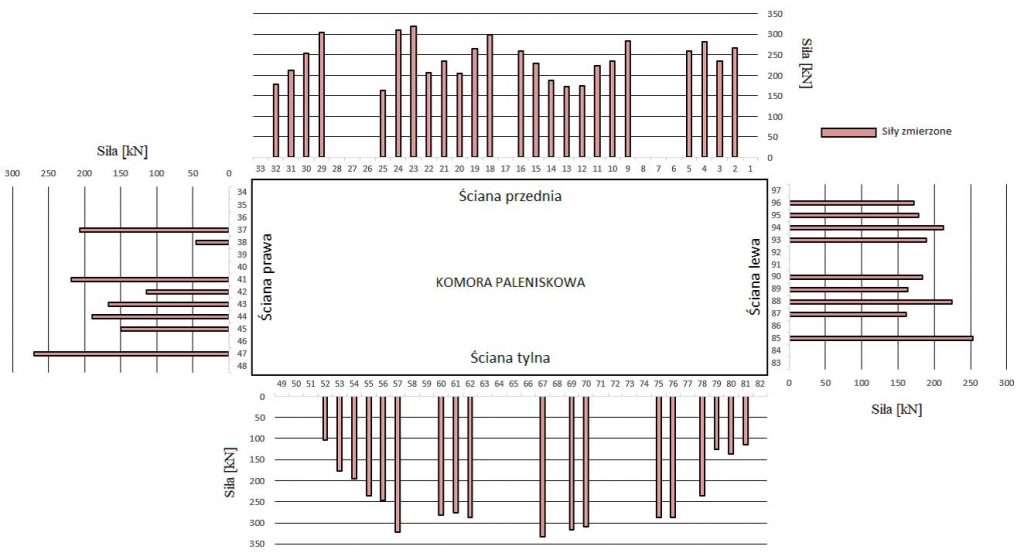
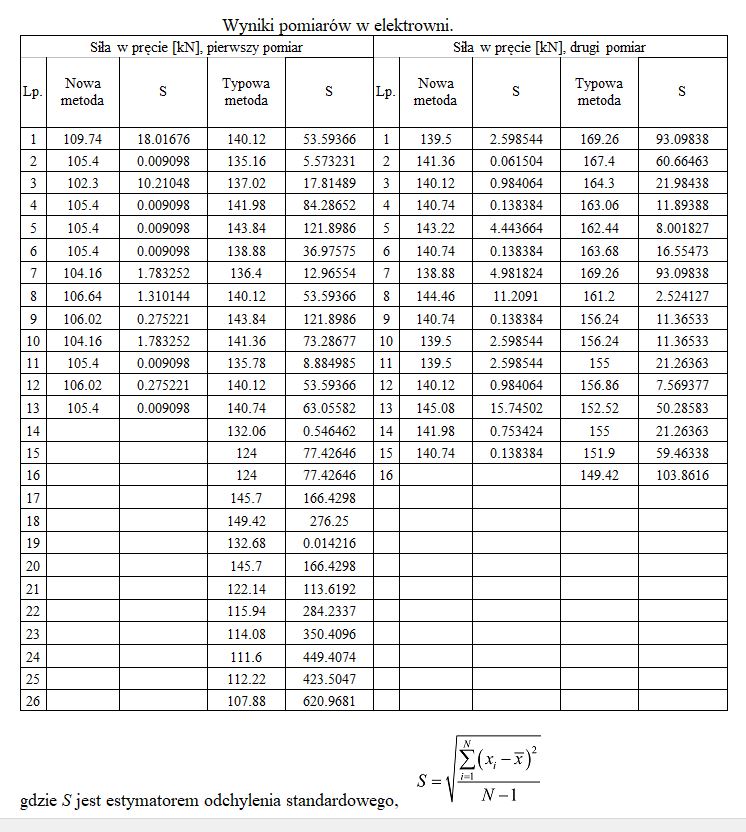
Neue innovative Methode zur Bestimmung von Kräften in Hängestangen von Hängekesseln
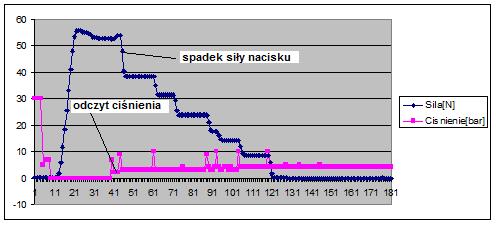
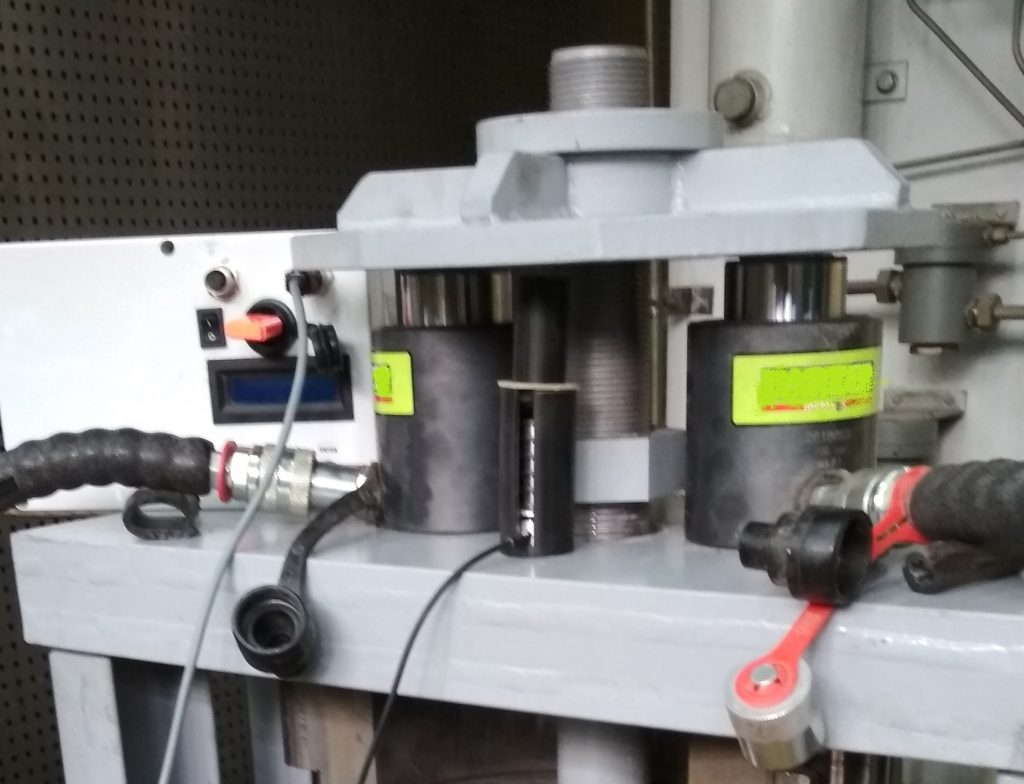
Der Hauptgrund für die Ungenauigkeit der Messung der Stangenkraft bei der derzeit auf dem Markt verwendeten Methode ist die Schwierigkeit, das Moment zum Lösen der Mutter zu erfassen (Foto unten). Schon ein leichtes Anheben der Mutter führt zu einem plötzlichen Kraftanstieg in der Stange. Fehler bei der Messung mit der herkömmlichen Methode werden aufgrund der schwierigen Umgebungsbedingungen am Kessel weiter erhöht – Staubigkeit, Temperaturänderungen und Schwierigkeiten beim Zugang zu den Stäben. Die Genauigkeit der Messung hängt auch von der Erfahrung der Person ab, die die Messung durchführt.
Das Unternehmen EDA bietet Messungen mit einer innovativen Methode an, bei der ein kompaktes und mobiles Gerät zum Messen von Kräften in Stäben verwendet wird, die den Bau eines Kraftkessels unterstützen. Tragbares Messgerät.
Zur Verbesserung der Messgenauigkeit wird das im Gerät eingebaute Druckregelmodul (3) verwendet, das zwischen der Oberfläche (1) und (2) installiert ist, wie auf dem Foto unten gezeigt. Mit dem Gerät können Sie automatisch den Moment bestimmen, in dem die Mutter gelöst wird